1. Eri tarkkuuslaatujen hanojen toleranssit
Kierteen tarkkuustasoa ei voida valita ja määrittää vain koneistettavan kierteen tarkkuustason mukaan, on myös otettava huomioon:
(1) koneistettavan työkappaleen materiaali ja kovuus;
(2) Kierteityslaitteet (kuten työstökoneiden olosuhteet, kiristystyökalujen kahvat, jäähdytysrenkaat jne.);
(3) Itse hanan tarkkuus ja valmistusvirhe.
Esimerkiksi: 6H-kierteen käsittely, teräsosien käsittelyssä voidaan valita 6H-tarkkuustappi;Harmaan valuraudan käsittelyssä, koska hanan keskihalkaisija kuluu nopeammin, ruuvinreiän laajeneminen on myös pieni, joten on tarkoituksenmukaista valita 6HX-tarkkuushana, elämä on parempi.
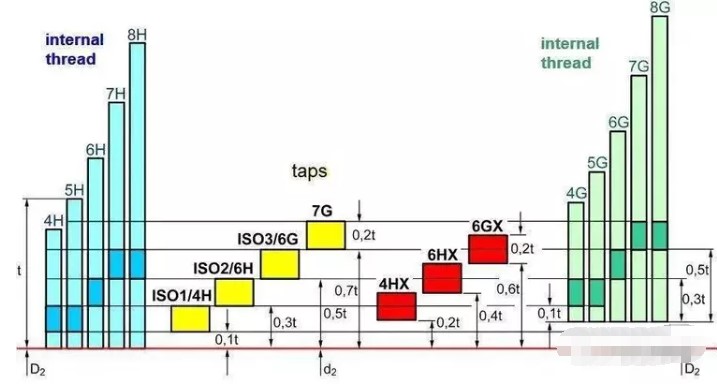
Kuvaus JIS-hanan tarkkuudesta:
(1) Leikkaushana OSG käyttää OH-tarkkuusjärjestelmää, joka eroaa ISO-standardeista, OH-tarkkuusjärjestelmä pakottaa koko toleranssialueen leveyden alimmasta rajasta, 0,02 mm välein tarkkuustasona, nimeltään OH1, OH2, OH3 jne. ;
(2) Suulakepuristushana OSG käyttää RH-tarkkuusjärjestelmää, RH-tarkkuusjärjestelmä pakottaa koko toleranssialueen leveyden alkamaan alimmasta rajasta, 0,0127 mm:n välein tarkkuustasona, nimeltä RH1, RH2, RH3 ja niin edelleen.
Siksi, kun käytetään ISO-tarkkuushanaa OH-tarkkuushanan tilalle, ei voida yksinkertaisesti ajatella, että 6H on suunnilleen yhtä suuri kuin OH3- tai OH4-taso, joka on määritettävä muuntamalla tai asiakkaan todellisen tilanteen mukaan.
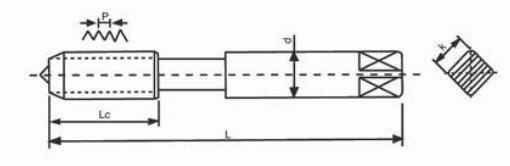
2. Hanan ulkokoko
(1) Tällä hetkellä eniten käytettyjä ovat DIN, ANSI, ISO, JIS jne.;
(2) Valitse sopiva kokonaispituus, terän pituus ja kahvan neliön koko erilaisten käsittelyvaatimusten tai asiakkaiden olemassa olevien olosuhteiden mukaan;
(3) Häiriöt käsittelyn aikana.
3. Hanan valinnan 6 peruselementtiä
(1) Lankakäsittelytyyppi, metrinen, brittiläinen, amerikkalainen jne.;
(2) Kierteen pohjareiän tyyppi, läpimenevä reikä tai umpireikä;
(3) Koneistettavan työkappaleen materiaali ja kovuus;
(4) Työkappaleen koko kierteen syvyys ja pohjareiän syvyys;
(5) Työkappaleen kierteen vaatima tarkkuus;
(6) Hanan muotostandardi.
Postitusaika: 31.10.2023